TM 9-2330-390-14&P
5-8.
HYDRAULIC POSITIONING CYLINDER REPAIR (M1022A1 WITHOUT SIDE LIFT
KIT) (Con’t).
7.
8.
9.
10.
11.
12.
Assemble new preformed packing (15) new seal (16), and two new wear rings (3 and 13) on piston (14).
Position gaps of wear rings approximately 180° opposite each other.
Install piston (14) with assembled components on rod assembly (8). Slide stop tubes (5) down on rod
assembly until flush against piston.
Install new locknut (1) on rod assembly (8) and tighten securely.
Remove rod assembly (8) from vise. Install barrel assembly (4) In vise.
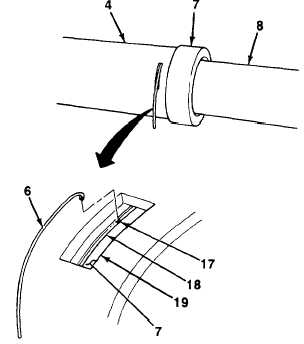
Install rod assembly (8) with assembled compo-
nents In barrel assembly (4) until head (7)
contacts barrel assembly. Rotate head until hole
(17) in lockwire groove (18) is visible through slot
(19) at end of barrel assembly.
Insert hooked end of lockwire (6) into hole (17).
Rotate head (7) clockwise until lockwire fully
seats in lockwire groove (18).
Follow-on Tasks:
l
Install hydraulic positioning cylinder (see paragraph 4-83).
5-29/(5-30 Blank)