TM 10-5411-200-14
T.O. 35E4-177-1
4-39.
(cent)
d.
Wipe patches with a clean cloth (Item 5, Appendix E) dampened with
solvent and immediately wipe solvent (Item 20, Appendix E) from surfaces with
a clean, dry cloth.
e.
Apply a thick coat of adhesive to one side of each patch.
f.
Place core plug between two patches to create a sandwich panel.
g.
Apply pressure and heat using tripod base heat lamp, Appendix B,
Item 16, at 200° F (93.9° C) for 40 to 60 minutes to fully cure adhesive.
h.
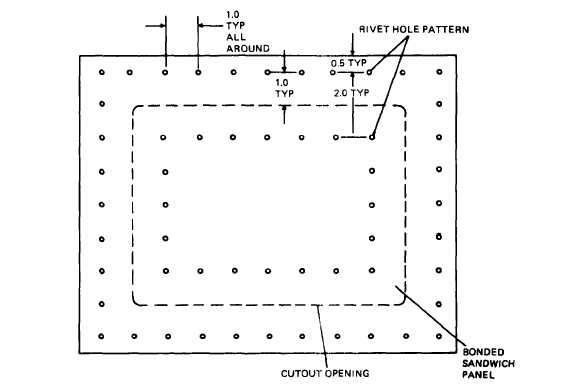
Cut bonded sandwich panel to same size as cutout opening (step a).
Ensure core ribbon direction is same as panel.
i .
Cut two aluminum patches 1 1/2 inch (3.8 cm) larger all around than
cutout opening.
j .
Layout and drill 1/8 inch (3.18 nun) diameter holes in patches.
k.
Position bonded sandwich panel in cutout opening.
l.
Center patches, one on each side of panel, over cutout opening.
m.
Drill No. 30 (3.27 mm) diameter holes in panel skins and bonded
sandwich panel with patches as templates.
4-172